

В последние годы российские типографии мало уделяют внимания оборудованию для брошюровочно-переплетных процессов, в отличие от печатной и допечатной техники. Но сейчас в этой области технологическое развитие происходит очень быстрыми темпами. Читайте в статье о некоторых новинках. |
Всякая коммерция —это попытка
предвидеть будущее.
С. Батлер
 |
Покупатель приобретает только аккуратно сделанную, легко открывающуюся, не разваливающуюся в руках книгу. Иначе желание купить книгу может и не возникнуть. Раньше, в эпоху дефицита, любое издание пользовалось спросом. Сейчас все изменилось: книжные магазины заполнены различными книгами самых разных авторов. И сейчас во многом выбор покупателя зависит от внешнего вида изданий, от первого визуального впечатления. И здесь послепечатные процессы играют важную роль. Если же речь идет о рекламных брошюрах или корпоративных изданиях, то здесь качество брошюровки еще важнее.
Сравните современные зарубежные издания с отечественными: по качеству печати мы не уступаем даже развитым странам, а вот по разнообразию вариантов брошюровки и переплета и качеству их исполнения порой сильно отстаем. Причин этому несколько. Прежде чем их перечислить, несколько сузим тему - поговорим о способе бесшвейного скрепления.
Современный парк оборудования машин для изготовления книг и брошюр способом бесшвейного скрепления можно разделить на три большие группы:
- Старое оборудование, существующее еще со времен Советского Союза и уже основательно выработавшее свой ресурс. Техника ведущих мировых производителей (Kolbus или MullerMartini) еще продолжает служить, а аналогичное оборудование, сделанное в социалистических странах, находится сегодня в плачевном состоянии, хотя тоже продолжает использоваться.
- Ручные простейшие машины бесшвейного скрепления - тоже довольно устаревшие, но работать продолжают.
- Не так давно приобретенное простейшее оборудование производства Италии и Японии. Как правило, с ручной загрузкой.
В последние годы российские типографии уделяют мало внимания оборудованию для бесшвейного скрепления, в отличие от печатной и допечаткой техники. Считают, что можно приобрести или восстановить старое оборудование и на нем нормально работать. Не будем спорить с этим. Действительно, оборудование ведущих мировых производителей функционирует по несколько десятков лет. Но здесь возникает вопрос о качестве результата и технологических возможностях этих устройств.
 |
| Рис. 1. Некоторые современные виды брошюр: а) простейшая склееная брошюра, б) с боковой заклейкой, в) с короткой клапанной обложкой, г) с удлиненной клапанной обложкой, д) швейцарская брошюра, е) брошюра otabind |
С другой стороны, встает вопрос: а что же покупать? В настоящее время российский рынок может предложить следующее:
- высокопроизводительные профессиональные линии для бесшвейного скрепления блоков от уже упомянутых ведущих мировых производителей. На этом оборудовании можно делать блоки высочайшего качества и разной конструкции очень оперативно. Проблема в том, что быстро окупятся такие системы только в случае, если тиражи типовой продукции большие и регулярные. Если же у типографии разные непериодические заказы, да еще и короткими тиражами (которые требуют регулярных переналадок машины), то окупить подобные системы будет намного труднее;
- простое оборудование с ручным управлением от разных европейских и японских производителей (в последнее время появилась техника из Китая). Оно хорошо подходит для работы с короткими тиражами, но имеет ограниченную функциональность (например, изготовить клапанные обложки или блоки с оклеенным тесьмой корешком на них вряд ли удастся).
Выбор, в общем-то, невелик. Разве что японский производитель Horizon в последнее время стал предлагать в России оборудование промежуточного класса, но и у него на сегодняшний день недостаточно функциональных возможностей и по конструкции блоков, и по способам нанесения клея, и по вариантам обработки корешка. Для кого-то это окажется откровением, но в Европе существует много разных конструкций блоков, склеенных бесшвейным скреплением. Чертежи разрезов некоторых конструкций современных брошюр - на рис. 1. Многие простейшие машины с ручным управлением (особенно старые) умеют делать брошюры только самой элементарной конструкции (рис. 1а). Этот вариант подходит для непритязательной продукции: выглядит не лучшим образом, открывается плохо, недостаточно прочен. Брошюра, показанная на рис. 1б, сегодня наиболее распространенный тип. Продукцию такой конструкции можно изготавливать даже на старых машинах ведущих мировых производителей и на многих современных ручных машинах. Все остальные варианты, представленные на чертежах, для России пока экзотика. Устройств, способных производить такую продукцию, в нашей стране единицы. При этом надо сказать, что тип брошюры, показанный на рис. 1г, в Европе сейчас очень популярен. Изготовленная таким образом брошюра выглядит как книга, что придает изданию более высокий статус, при этом затраты на производство практически не отличаются от затрат на обычную «белошвейку». Брошюра же, представленная на рис. 1д, - почти что шитая нитками книга, настолько хорошо она раскрывается. А пример на рис. 1е сохраняет недеформируемым корешок, который у толстых блоков обычно ломается при «широком» раскрывании. В общем, вариантов много. Более того, произошли изменения и в самой технологии склейки блоков.
авторская справка Немного о клеях За всю историю полиграфии как отрасли промышленности клеи в ней использовались всегда. И в какой-то степени вид используемых клеев отражал уровень развития полиграфии в те годы. На заре использовались простейшие растительные или животные клеи (например, рыбий клей). Со временем виды клеев совершенствовались, и в настоящее время в полиграфии используются четыре типа клеев: животные клеи, воднодисперсионные клеи, термоклеи и клеи на основе реактивных полиуретанов. В некоторых случаях используются их комбинации. В разработках находятся также экологичные клеи на основе синтетических крахмалов и двухкомпонентные клеи. Промышленное использование двух последних пока не начато, поэтому из рассмотрения мы их пока исключим.
Виды клеев и их характеристики |

Самые первые машины бесшвейного скрепления работали на холодном клее (поливинилацетатной дисперсии - ПВА). Он позволял прочно склеить блок, обладал хорошей пластичностью, что давало возможность многократно перегибать корешок у объемных блоков без разрушений. К сожалению, было невозможно создать более или менее производительную систему по склейке изданий, поскольку этот клей очень долго сохнет. Поэтому в настоящее время все системы бесшвейного скрепления работают с термоклеями. Но у них тоже есть недостаток: у блока получается довольно жесткий корешок. Более того, универсального термоклея (для любых бумаг, картонов, полимеров и имеющего адгезию к толстому красочному слою) не существует. Для разных случаев предлагаются свои виды клея. Это значит, что время от времени необходимо менять клей в машине: и чем разнообразнее заказы у типографии, тем чаще. А менять клей в машине - процесс долгий и непростой. И что делать, если, например, блок состоит из разных материалов: бумаги, картона, кальки, полимерной пленки, металлической фольги? А в последнее время такое бывает довольно часто, особенно если продукция рекламная. В итоге может получится такой «смешанный» блок, который термоклеем склеить вообще не удастся.


Рис. 2. Разные виды обработки корешка: с глубокими надсечками (вверху) и с мелкой шероховатостью (внизу)
В этой связи возникает вопрос: а чем же тогда склеивать блоки? В последнее время для решения этой проблемы были разработаны полиуретановые клеи (PUR). Они обладают такой же эластичностью, как и клеи ПВА, и позволяют получать гибкий корешок у объемных склеенных блоков. Этот клей наносится очень тонким слоем на специальным образом подготовленный корешок. Полиуретановый клей более жидкий, чем термоклей и хорошо проникает в микропоры бумаги и между страницами. В результате даже тонкий слой клея склеивает прочнее, чем термоклей. Но, к сожалению, для нанесения такого клея требуется другой клеевой механизм, а значит, для большинства используемых у нас устройств бесшвейного скрепления он не подойдет. Более того, для нанесения полиуретанового клея требуется клеевой механизм с точным дозированием. Во-первых, потому что этот клей дороже термоклея (впрочем, использование тонкого клеевого слоя делает его даже более выгодным, поскольку расход его резко снижается). Во-вторых, из-за того, что требуемые характеристики корешка блока (прочность и эластичность одновременно) достигаются только при вполне определенной толщине.
Другой интересной разработкой в этой области (правда, пока экспериментальной) можно назвать двухкомпонентные клеи. Эти клеи работают по принципу всем известной эпоксидной смолы. Два разных компонента находятся сколь угодно долго в жидком состоянии до тех пор, пока не смешаются. После этого они застывают за вполне определенное время, в зависимости от вида смолы и концентрации составных частей от нескольких минут (или даже секунд) до нескольких часов (или даже дней). В отличие от термоклея и полиуретанового клея, они наносятся при невысокой температуре (вплоть до комнатной) и обладают очень хорошей адгезией к самым разным материалам, что позволяет склеивать даже блоки с использованием низкотемпературных полимеров.
Но, к сожалению, и тот, и другой вид клея требуют специальных клеевых аппаратов для нанесения. Обычный аппарат для термоклея, используемый в машине бесшвейного скрепления, для них не подойдет. Впрочем, некоторые ведущие производители оборудования для бесшвейного скрепления начали производить сменные клеевые аппараты для машин бесшвейного скрепления, позволяющие использовать и термоклей и, полиуретан, и двухкомпонентные клеи. Сменные аппараты позволяют в считанные минуты переходить с одного типа клея на другой, что очень удобно при разнообразии тиражей в типографии.
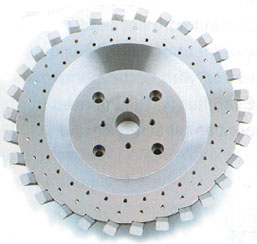
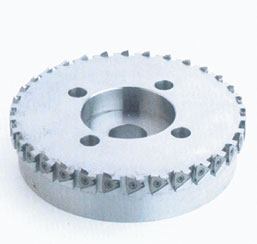
| Рис. 3. Разные виды инструментов для обработки корешка | |
 |  |
| а | б |
 |  |
| в | г |
Впрочем, одними сменными клеевыми аппаратами дело не ограничивается, для разных клеев требуется разная обработка корешка. Более того, и для разных бумаг она также должна быть разная. А значит, оборудование для бесшвейного скрепления в идеале должно позволять варьировать вид обработки корешка. Главная задача процедуры обработки корешка - увеличить площадь поверхности корешка за счет ее неровности, а для мелованных бумаг еще и очистить волокна бумаги от меловальной пасты. Если, например, для термоклея этого достигают за счет специальных довольно глубоких насечек на корешке (рис. 2а), которые заполняются клеем, то для хорошо проникающего полиуретанового клея этого не требуется, а требуется, наоборот, мелкошероховатая поверхность корешка (рис. 2б). Возможны и любые промежуточные состояния. Чтобы иметь возможность управлять и варьировать способы обработки корешка на современных машинах бесшвейного скрепления используются разные фрезы, причем обычно сменные, более того, их ставят по несколько штук (см. рис. 4).
Фрезы для обработки корешка также бывают нескольких разных типов и делятся на две группы: собственно фрезы, которые срезают и обрабатывают (торшонируют) корешок, и фрезы, которые надсекают или надсекают, рыхлят и торшонируют корешок (но срезку корешковых фальцев не проводят). На рис. 3 показаны некоторые типы фрез. Фреза на рис. 3а срезает корешок и придает ему не очень грубую шероховатость благодаря большому количеству ножей. Корешок нагревается слабо. Сравнительно деликатная обработка не очень хорошо очищает волокна бумаги от меловальной пасты. Хорошо использовать для немелованных бумаг. На рис. 3б показана фреза с меньшим количеством ножей. Она создает более грубый корешок, но лучше очищает от меловальной пасты. На рис. 3в - инструмент для многоножевого торшонирования корешка. Скорость вращения этого инструмента может варьироваться, формируя на корешке микронадсечки с регулируемым шагом (от 0,2 до до 1 мм). Хорошо очищает волокна бумаги от меловальной пасты. Микронадсеченный корешок необходим для использования полиуретанового клея. На рис. 3г показан инструмент для формирования глубоких надсечек на корешке и дополнительной очистки корешка от бумажной пыли. Со снятыми зубьями может просто чистить корешок от пыли и дополнительно рыхлить волокна бумаги.


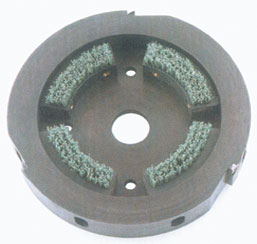
Рис. 4. Механизм обработки корешка блока: с двумя фрезами и механизмом очистки
от бумажной пыли (вверху) и четырьмя фрезами и механизмом очистки корешка блока (внизу)
Как уже было сказано ранее, на одну современную машину может быть установлено несколько таких или других инструментов для обработки корешка. В итоге получается, что варьируя набор инструментов, можно подготовить корешок для самых разных видов клеев и способов приклейки обложек.
Как можно заметить, из этой небольшой статьи, даже такой, казалось бы, консервативный способ скрепления блоков как бесшвейное скрепление, постоянно развивается и совершенствуется. И становится понятно, что на старых машинах бесшвейного скрепления всех этих достижений прогресса получить нельзя.


Комментариев нет:
Отправить комментарий